Založení nového účtu
Pro založení nového účtu klikněte na tlačítko Zaregistrovat se na úvodní stránce. Na další stránce vyplňte své přihlašovací jméno, e-mail a heslo a potvrďte registraci. Potvrzením registrace souhlasíte s všeobecnými obchodními podmínkami obchodu Part2Print.com.
Zapomenutí hesla
Pokud zapomenete heslo, tak pro resetování vašeho hesla klikněte na tlačítko zapomenuté heslo na úvodní stránce. Poté budete přesměrování na další stránku, kde je nutné vyplnit vaši platnou e-mailovou adresu, kterou jste použili pří registraci. Po potvrzení vám bude na vaší e-mailovou adresu zaslán automaticky vygenerovaný e-mail. V tomto e-mailu je odkaz, který vás po otevření odkáže na stránku, kde budete moci vyplnit vaše nové heslo.
STL soubory
Datový formát souboru STL je průmyslový standard pro ukládání trojúhelníkových sítí, který můžete použít pro uložení vašich 3D objektů téměř v jakémkoliv CAD sytému. Právě kvůli jeho univerzálnosti a jednoduchosti je to prakticky jediná možnost přenosu dat mezi CAD modeláři a výrobní technologií Rapid Prototypingu, kterou využívá Part2Print.cz
Soubor STL tvoří jednoduchý seznam bodů s jejich 3D souřadnicemi, přičemž každou řádku tvoří 3 body – tedy jeden trojúhelník. Celá geometrie vašeho objektu je popsána právě těmito trojúhelníky.
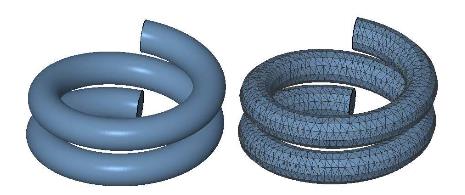
Formát STL je sice univerzální a jednoduchý ale, zato dává obrovský prostor k chybám v souborech. Tyto chyby často vznikají až při exportu objektu do formátu stl. Nejčastěji kopírují a ještě zesilují chyby v geometrii, ať už jsou vaše data ve formátu NURBS ploch nebo objektů.
Náš nahrávací modul na serveru Part2Print.cz si poradí s množstvím různých chyb, ale nějaké chyby neopraví. Pokud by se pak dostal chybný model do výroby, naše stoje by pravděpodobně poškodily několik celých vrstev, a tedy by to značně snížilo kvalitu výsledného prototypu. Většina souborů se před výrobou kontroluje, ale někdy to možné není. Proto vás prosím abyste, pokud možno, prováděli kontrolu a případnou opravu souborů ještě před nahráním na náš server.
Jaké by měly být výsledné parametry souboru
- Stl soubory musí být UZAVŘENÉ
- Stl soubor by měl obsahovat pouze jeden model v jednom souboru ( STL svíce modely sice vytiskneme ale časový odhad a tím pádem i cena bude většinou vyšší než kdyby modely byly rozloženy ve více souborech)
- Stl nesmí obsahovat tzv. „Noise shells” ( trojúhelníky či skupiny trojúhelníků nepřipojené ani jedním bodem k hlavnímu modelu )
- Model v stl nesmí být Duté ( Takový model bychom sice byly schopni vytisknout ale nikoliv vyčistit od podpůrného materiálu a nikdo by ho nebyl schopný bez rozřezání vyrobit) Modely které mají být duté rozřízněte ještě před nahráním.
- Model by neměl mít špatné hrany (hrany všech trojúhelníků by mely být řádně spojeny se sousedními hranami)
Všechny ostatní problémy s STL soubory jsme většinou schopni odstranit sami. Na serveru Part2Print.cz je naprogramována jednoduchá automatická kontrola a oprava souborů. Tato oprava se skládá z propojení špatných hran, zaplnění děr a srovnání orientace trojúhelníků (tzv. Normál ). Kontrola souboru je provedena až po následné opravě a proto tedy i většina původně vadných souborů nehlásí žádné chyby. Proto, že je na serveru po nahrání provedena automatická oprava, je vaší povinností si prohlédnout vygenerované náhledy souboru. Mohlo by se totiž stát, že naše automatická oprava změní či vymaže část modelu tak, jak to není uživatelem požadováno (Zatím se to tedy nestalo, ale to záleží na míře poškození nahraného souboru).
Jak se tedy vyvarovat chyb. Jak následně soubory zkontrolovat a jak soubory opravit?
Rhinoceros je velice oblíbeným programem pro tvorbu 3d modelů a umožňuje poměrně detailní nastavení exportu do STL formátu (dostupný na http://www.rhino3d.com). Bohužel ale při převodu vzniká poměrně velké množství chyb, které se většinou nacházejí již na geometrii modelu v NURBS plochách. Největší problém je, že základní nastavení tolerance spojení dvou NURBS ploch je větší než tolerance pro export do STL – Potom tedy vznikají problémy kdy váš model se tváří jako uzavřený a naprosto v pořádku, ale exportovaný stl model uzavřený není. Při bližším zkoumání potom zjistíte, že v místě kde je problém na STL modelu je problém i v NURBS plochách které jsou sice blízko sebe, ale spojené nejsou, ovšem Rhino je kuli své toleranci bere jako spojené.
Základem před exportem modelu je zjistit jestli je uzavřený pomocí příkazu „ShowEdges“ a zobrazením „Naked Edges“.
Taktéž je nezbytný příkaz „SelBadObjects“, který je dostupný i z nabídky Analyze > Diagnostics > Select Bad objects. Tento příkaz pouze označí vadný objekt, ale pokud je to složený objekt a nikoliv plochy tak vám neoznačí místo, které má být špatné. Ke zjištění místa kde se chyba nachází, použijte příkaz „ExtractBadSrf“, nebo rozdělte model pomocí „Explode“ a použijte znovu „SelBadObjects“.
Po exportu souboru do STL formátu máte také možnost další kontroly, a to příkazem „CheckMesh“

Poslední, nám známou možností, jak obejít problémy s exportem do STL v Rhinoceros 4 je export modelu do formátu IGES a poté znovu import do Rhinoceros. IGES formát se postará o některé problémy s tolerancemi automaticky a následný export do STL souboru vygeneruje bezchybný model.
Doporučené hodnoty pro export modelu:
| Parametr | Hodnota |
|---|---|
| Min Edge length | 0.005 |
| Max Edge length: | 0.3 do 0.6 |
| Max dist edge to srf: | 0.001 do 0.005 |
| Vše ostatní: | 0 |
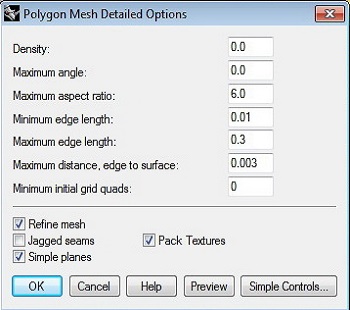
V Rhinoceros 4 je možné použít parametr „Density“, který udává maximální rozdíl geometrie před a po exportu v procentech. Pro některé modely je takovýto export kvalitnější.
| Parametr | Doporučená hodnota |
|---|---|
| Density: | 0.99 |
| Min Edge length: | 0.003 | Max Edge length: | 0 |
| Max dist edge to srf: | (0.001 do 0.005) nebo 0 |
| Vše ostatní: | 0 |
Většina výsledných modelů by měla mít od 10000 do 2000000 trojúhelníků. Středně komplikovaný prsten má potom okolo 100000 trojúhelníků a výsledná bitová velikost v binárním formátu je okolo 10MB. Soubory větší než 120MB nemůžeme systémem Part2Print.cz zpracovat. Pokud model musí být skutečně takto detailní, je nutné nás kontaktovat telefonicky nebo emailem.
Oprava STL souborů
Pokud vám náš systém nahlásil chyby, ale i preventivně, je vhodné modely zkontrolovat speciálním softwarem na analýzu a opravu stl souborů. Každý lepší CAD software má některé z těchto kontrolních nástrojů již zabudovanách ovšem jejich kvalita je sporná. Dle našich zkušeností jsou na trhu dva dobré univerzální nástroje na opravu stl souborů a to Magics RP od firmy Materialise a nebo Netfabb studio od firmy Netfabb gmbh. Netfabb studio basic je zdarma ke stažení z internetových stránek: http://www.netfabb.com/download.php. Nástrojem Netfabb Studio Basic můžete stl soubor otevřít, provést analýzu a automaticky opravit chyby a poté opravený stl soubor znovu vyexportovat. Oprava tímto nástrojem je velmi kvalitní, ale také analýza souboru vám pomůže chyby lokalizovat a pro příště se jim vyvarovat již při vytváření CAD modelu.
Vlastnosti nahraných STL souborů
Po nahrání STL souboru se součástky automaticky analyzují a vypočítají jejich geometrické vlastnosti. Z geometrických vlastností se zjistí velikost součástky ve všech osách (X, Y a Z), objem a povrch. Dále se součástka rozdělí do jednotlivých vrstev a spočítá kontura součástky v každé vrstvě a také plošný přesah každé vyšší vrstvy přes nižší. Všechny tyto údaje jsou potřebné k přesnějšímu statistickému výpočtu doby tisku stroje. Odhad doby tisku je opravdu složitý a tak jsme na světě jediní, kteří mají přesný odhad doby tisku dostupný pro on-line objednávky. Další vlastnosti STL souboru, které se analyzují, jsou počet součástek (Díly)a chyby.
Generování 3D pdf náhledu
Novinkou v našem systému, je možnost nechat si vygenerovat a prohlédnout váš nahraný model ve 3D. Pro tento účel používáme generování 3D náhledu ve formátu 3D pdf. Tento formát umí otevřít vetšina počítačů, jelikož jedinou podmínkou k jeho použití je mít nainstalovaný masově používaný program „Arcrobat Reader“ ne starší než 6 let.
Pokud si chcete nechat vygenerovat 3D náhled, tak po nahrání vašich souborů stačí v tabulce nahraných souborů v kolonce PDF kliknout na odkaz. Po kliknutí na odkaz vám bude vygenerován 3D náhled ve formátu 3D pdf. Pří větších a složitějších modelech může toto generování trvat i několik minut. Po ukončení generování 3D náhledu, se vám automaticky otevře Adobe reader, v kterém si můžete náhled prohlédnout. Pokud se vám náhled automaticky neotevřel je možné, že nemáte software Adobe reader nainstalován na vašem počítači. Adobe reader je volně ke stažení na internetových stránkách: http://get.adobe.com/cz/reader/.
3D pdf soubor prohlížený v Acrobat readeru je možné volně otáčet a zvetšovat, dělat průřezy ale také měřit.
Díly
V souboru STL je možné uložit mnoho dílů najednou. Za samostatný díl se považuje skupina trojúhelníků, která se nedotýká žádné jiné skupiny trojúhelníků. Často se setkáváme s tím, že zákazníci ukládají mnoho součástek (Dílů) do jednoho STL souboru. Toto je ale velice nevhodné pro systém Part2Print. A je to nevhodné především pro naše zákazníky spíše než pro nás, jelikož to negativně ovlivňuje odhad doby tisku a tím pádem i cenu tisku modelu. Geometrické vlastnosti, které náš systém spočítá, jsou platné pro všechny součástky v STL souboru, tedy například velikost v ose Z může být podstatně větší, než součet všech velikostí všech součástek v souboru. Náš systém bude v budoucnu umět rozdělit platné součástky z jednoho STL souboru do několika souborů tak, aby vždy obsahovaly pouze jednu součástku. Prosím, abyste na to nespoléhali a vždy ukládali do jednoho souboru pouze jednu součástku!
Pokud by váš STL soubor měl obsahovat pouze jednu součástku, ale systém vám hlásí součástek více, téměř vždy to znamená hrubé chyby v modelu. Často se jedná o tzv. „noise shells“, které tvoří skupinka trojúhelníků, která není nijak připojená k hlavnímu modelu. Často jsou tyto skupinky trojúhelníků ukryté uvnitř hlavní součástky a jsou způsobeny drobnými chybami při tvorbě modelu v NURBS plochách, které jsou znásobené převodem modelu do trojúhelníkové sítě (0,01mm dírka v modelu často způsobí velké poškození modelu po převodu do STL). Návod, jak se zbavit chyb v modelu naleznete v sekci nápovědy „STL soubory“ . Způsob jak se zbavit „noise shells“ je aplikovat sjednocení (Unify nebo boolean Union) na celou trojúhelníkovou síť, za předpokladu že je model uzavřený. Více dílů v modelu způsobí také dutost uzavřeného modelu (Např. dutá uzavřená trubka, nebo dutá koule). Na našich strojích nepodporujeme duté modely, a pokud takovou objednávku dostaneme tak model vyrobíme zcela vyplněný (Je to z toho důvodu, že bychom model nebyli schopni uvnitř vyčistit).
Přestože model podle naší analýzy obsahuje více dílů, je možné objednávku uzavřít. Všechny modely dále analyzujeme a opravujeme, takže ve většině případů jsme sami schopni model rychle opravit a vyrobit a pokud oprava není možná, nebo je složitá, tak vás kontaktovat. V tomto případě ovšem neručíme za přesnost odhadu doby tisku a takovéto chyby často způsobují odhad ceny podstatně vyšší než by tomu bylo u bezchybného modelu.
Chyby STL souborů
Analýza chyb modelu značí především počet otevřených děr v modelu. Jelikož se ale model před analýzou automaticky opravuje, je většinou počet děr v modelu nulový. Pokud ovšem je počet chyb v modelu nenulový, značí to velké poškození modelu, které nebylo možné automaticky opravit. Pokud vám systém hlásí nenulový počet chyb, pokuste se model opravit. Návod pro opravu a analýzu modelu najdete v této nápovědě v sekci „STL Soubory“.
Nahrání STL souboru na P2P
Primárním systémem pro nahrávání STL souborů do systému part2print je Flash Upload modul který je vyvolán stiskem tlačítka „Vložit soubory“. Správná funkce tohoto modulu vyžaduje software Adobe Flash Player (http://get.adobe.com/flashplayer/) ve verzi 10 nebo vyšší. Tento software je zcela běžný a bezpečný a je často již nainstalovaný na většině počítačů.
Pokud nevíte co je STL soubor nebo jak jej vytvořit či opravit, prosím přesuňte se do sekce nápovědy „Stl soubory“.
Flash nahrávací modul nám umožňuje zjednodušit nahrání více souborů najednou a zmenšit jejich velikost. To je důležité obzvláště u ASCI formy STL souborů která je výchozím a často jediným výstupem některých CAD systémů. STL soubor v ASCI podobě má často velikost několik set megabajtů, ale po jeho komprimaci velikost klesne často i na 5% původní velikosti. Pokud tedy máte připojení ADSL a soubor byste nahrávali nezkomprimovaný (Bez Flash nahrávacího modulu) může nahrání trvat i několik hodin.
Pokud na počítači nemáte nainstalovaný software Flash Player, je vložení souborů STL stále možné. Na místě tlačítka pro vložení souborů se objeví formulář, s jehož pomocí můžete vybrat STL soubor a do systému jej nahrát. Doporučujeme ale tento soubor před nahráním zkomprimovat do archivů ZIP nebo RAR.
S pomocí Flash nahrávacího modulu můžete vybrat pro nahrání několik STL souborů najednou a nebo celé složky s STL soubory. Výběr více souborů je možný pomocí kláves CTRL nebo SHIFT či pomocí označení všech souborů myší (Při držení klávesy CTRL zůstávají všechny soubory, které označíte, součástí výběru. A při stisku klávesy SHIFT při výběru se označí všechny soubory mezi prvním a dalším vybraným souborem v seznamu souborů).
Typy souborů, které part2print systém přijímá:
- STL soubory, které mají formát ASCI nebo Binární.
- ZIP archivy, které obsahují STL soubory nebo složky s STL soubory
- RAR archivy, které obsahují STL soubory nebo složky s STL soubory
Soubory STL v binární podobě nesmí být větší než 120MB jinak selže náš nahrávací modul. Soubory stl je možné filtrovat nebo změnit nastavení ve vašem CAD programu a tak vytvořit menší soubor. Pokud je skutečně nutné, aby byl soubor takto detailní, dokážeme jej vyrobit, ale je nutné nás kontaktovat telefonicky (+420606652363) nebo emailem (info@part2print.cz).
Pokud nahrání STL souboru selže, vypíše se chybová hláška. S největší pravděpodobností to znamená že váš soubor není validní a nebo obsahuje příliš velké množství chyb. Pokud se takto stane, prosím pročtěte si první kapitolu nápovědy „STL soubory“ ve které se vysvětluje jak vytvořit STL soubor bez chyb. Pokud zůstávají jiné nejasnosti, či stále máte problémy s nahráním souboru, neváhejte nás kontaktovat.
Automatická oprava STL souborů a vygenerovaní náhledů
Po úspěšném nahrání souboru do systému Part2Print jsou STL modely automaticky zkontrolovány a opraveny a jsou vygenerovány náhledy výsledného modelu v sedmi pohledech. Automatická oprava spočívá v uzavření modelu zacelením děr, sjednocením normál a spojení špatných hran. Právě proto je vaší povinností si prohlédnout a zkontrolovat vygenerované náhledy souboru. Mohlo by se totiž stát, že naše automatická oprava změní či vymaže část modelu tak, jak to není uživatelem požadováno (Zatím se to tedy nestalo, ale to záleží na míře poškození nahraného souboru).
Pokud náhledy modelu neodpovídají původnímu modelu, pokuste se STL soubor zkontrolovat jiným programem a opravit (Viz první kapitola nápovědy – STL soubory), nebo nás kontaktujte. Výsledný reálný model bude vypadat tak, jak jej vidíte v našich náhledech!
Pro prohlížení náhledů stačí kliknout na zmenšený náhled modelu v tabulce nahraných STL souborů. Navigace mezi náhledy je realizována pomocí ikonek pohledů, které jsou na levé straně od aktuálního náhledu. Každá ze sedmi ikonek reprezentuje specifický pohled na model. Navigace mezi nimi je taktéž možná pomocí šipek (A to jak doleva a doprava, tak nahoru a dolu). Pokud máte malé rozlišení monitoru, náhled se automaticky zmenší tak, aby byl vidět celý. Pokud chcete vidět model ve větší velikosti, stiskněte klávesu „f“.
Technologie tisku
Výběr technologie je nejdůležitějším parametrem objednávky, protože každá z technologií tisku dosahuje jiné kvality, rozměrové přesnosti a vlastností výsledného modelu. Každá z technologií také tiskne modely z odlišných materiálů s odlišnými vlastnostmi. Proto je velmi důležité pečlivě vybrat technologii, která je vhodná pro vaše potřeby a aplikaci. V této chvíli (Stav 2014) používáme k tištění tři různé technologie. Jsou to technologie SLA, Envisiontec a Solidscape.
| Technologie | Envisiontec | Solidscape | SLA |
|---|---|---|---|
| Rychlost | +++++ | ++ | ++ |
| Kvalita povrchu | +++++ | +++ | ++ |
| Přesnost | ++++ | +++++ | +++++ |
| Cena (1 – 3 kusy) více „+” dražší | ++++ | ++ | +++++ |
| Cena (4 - 9 kusy) více „+” dražší | ++ | ++++ | +++++ |
Solidscape
Technologie Solidscape tiskne 3D objekty pomocí trysek materiálem s vlastnostmi vosku. Tato technologie je stŕedně rychlá a dosahuje dobré kvality povrchu (velmi závisí na tloušťce vrstvy viz. Kvalita povrchu). S touto technologií dosahujeme velmi dobré rozměrové přesnosti. Technologie Solidscape umožňuje tisknout pouze voskový plně vypalitelný materiál a nepotřebuje podpory. Solidscape je velmi vhodný pro zlatníky, modely jsou vhodné pro ztracené lití ale i zaformování.
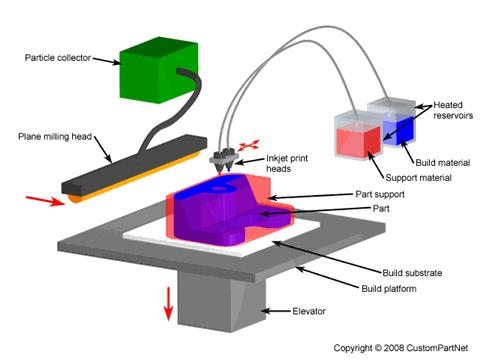
Stroje Solidscape tisknou vosku podobný materiál pomocí trysek po jednotlivých vrstvách. Jednotlivé vrstvy mohou být tenké pouze 0.012mm a aby se dodržela tato přesná tloušťka tak se každá vrstva po tisku zarovnává frézou do naprosté hladkosti. Aby se dalo vytisknout geometrie, které ve vyšších vrstvách přesahují svoji základnu (vrstvy předcházející) tak se tiskne i druhým materiálem tzv. podpůrným který se po dokončení tisku odstraní bez jakéhokoliv poškození tištěného modelu. Aby se dosáhlo nejvyšší přesnosti tak se tiskové hlavy nepohybují jako u běžných inkoustových tiskáren ale jako plotter. Materiál ze kterého je hlavní model má vynikající vlastnosti pro přímé lití do kovu a umožňuje dokonalé odtavení a tudíž i nejlepší kvalitu povrchu kovu. Avšak dá se i odlévat či zpracovat do forem z měkčích kovů a je tedy vhodný pro malosériovou výrobu.

Envisiontec
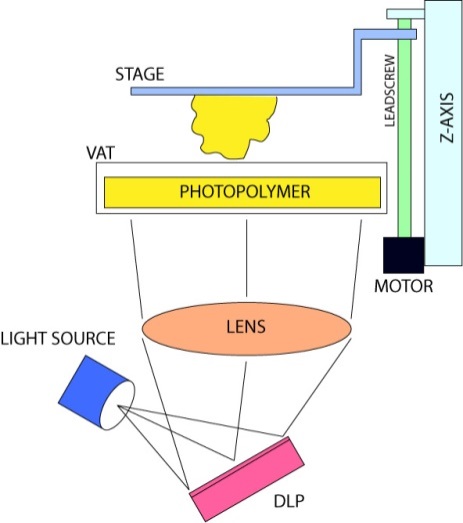
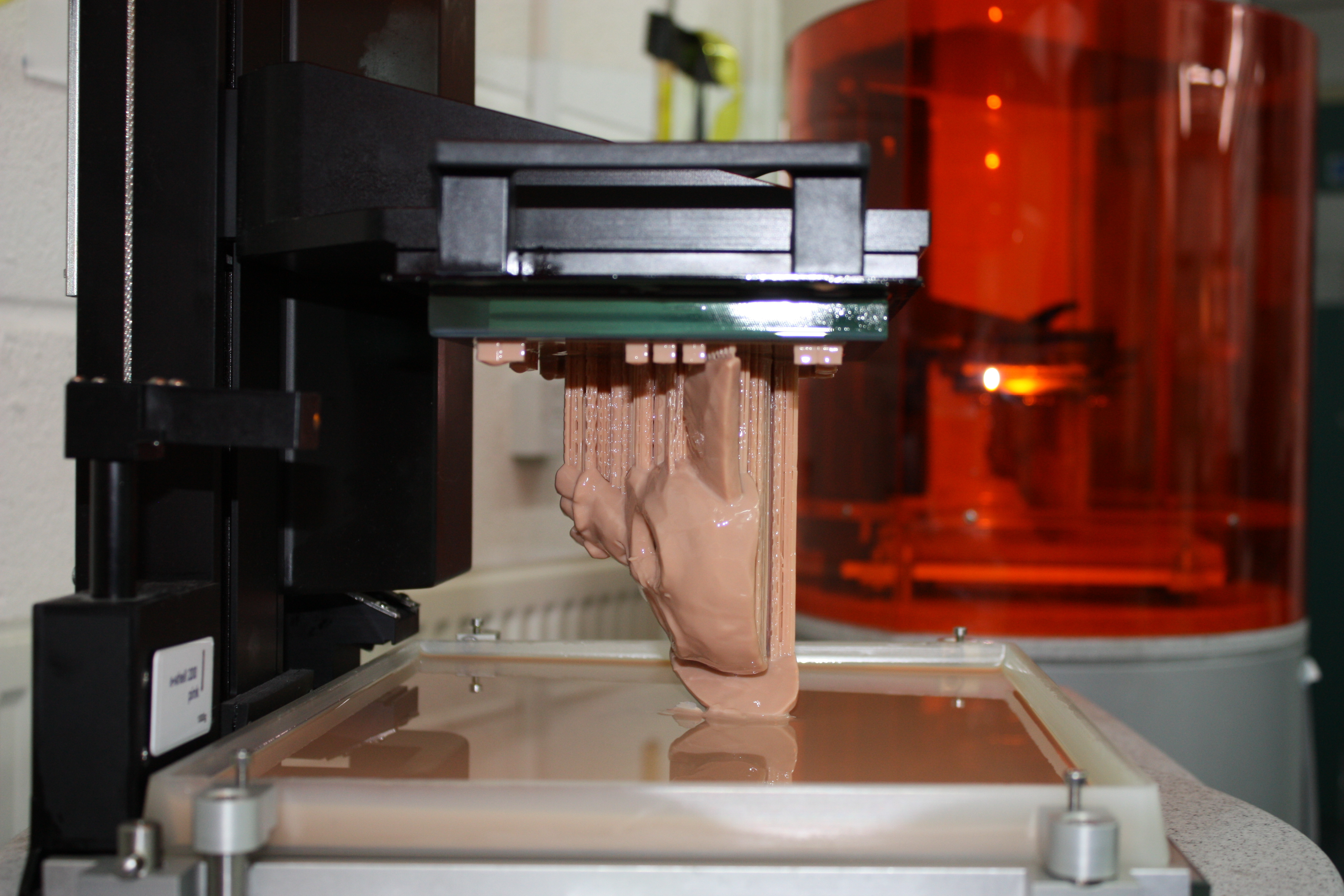
Tiskárny Envisiontec staví 3D objekty pomocí DLP projektoru, který vytvrzuje speciální UV vytvrditelné pryskyřice. Tato technologie je jednou z nejrychlejších a dosahuje nejlepšího rozlišení a kvality povrchu. Envisiontec tiskne pouze z jednoho materiálu, to znamená, že model a podpory jsou ze stejného materiálu. Tiskneme z celé řady různých plastových, keramických a voskových materiálů. Voskové materiály, které používáme, jsou za určitých podmínek plně vypalitelné a proto se hodí pro odlévání do ztracena ale zároveň plastové i keramické materiály jsou těmi nejvhodnějšími k zaformování do pružných forem. Většina modelů, které tiskneme, potřebují podpory (viz. Kapitola Podpory).

SLA
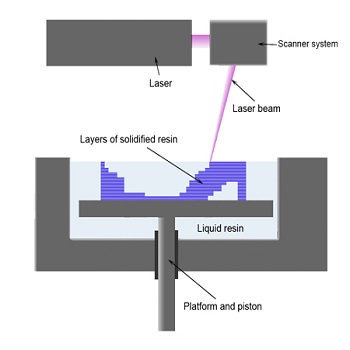
SLA je zkratka pro stereolitografii. Technologie SLA využívá k vytváření jednotlivých vrstev objektu ultrafialového laserového paprsku, který vrstvu vykresluje na hladinu tekutého polymerového materiálu, který je vytvrditelný UV světlem. Po vykreslení a vytvrzení celé jedné vrstvy modelu se tištěný objekt ponoří o tloušťku vrstvy do vaničky s resinem a začne tvorba další vrstvy. Mezi výhody této technologie patří možnost tisku z různých materiálů a také perfektní rozměrová přesnost. Nevýhodou je horší kvalita povrchu, velmi nízká rychlost tisku a relativně vysoká cena tisku a materiálu.


Solidscape - Tarif
Tarif je především časová volba projektu. Jednoduše řečeno, čím méně času máme na výrobu tím je projekt dražší. Je to nejenom z důvodu plánování naší výroby ale taktéž spolehlivosti a kvality. Pokud nebude vyrobený model odpovídat našim standardům kvality, musíme ho v garantované době být schopni vyrobit znovu. To často znamená, že v Tarifu premium express musíme model nechat tisknout na více strojích zároveň, abychom mohli zaručit vysokou úroveň kvality. Taktéž u tarifu premium express začínáme model vyrábět co nejdříve po přijetí do systému, to znamená i v noci nebo o víkendech. Garantovaná doba výroby je vždy váš zvolený tarif, plus doba tisku modelu. To ovšem neznamená, že model vždy dostanete až v předvečer vypršení garantované doby výroby! Pokud máme volné kapacity, může se vám stát, že model s Ekonomickým tarifem dostanete i za 3 dni od přijetí projektu do systému.
Tarif premium express
Garantovaná doba dokončení je 1 až 3 dny plus doba tisku modelu. Těmto objednávkám věnujeme extra péči. Tiskneme je samostatně a často dvakrát z důvodu zajištění vysoké kvality. Pokud je model malý (například jeden prsten), je možné, že jej dostanete již další den od jeho objednání. Tento tarif je zhruba o 50% dražší než standardní. Protože model tiskneme vícekrát (abychom zaručili kvalitu v tak krátké době) je téměř pravidlem že vám i dodáme více kusů a vy můžete vybrat lepší, či použít všechny.
Standardní Tarif
Garantovaná doba dokončení je 2 až 6 dnů plus doba tisku modelu. S tímto nastavením je uzavřena většina objednávek. Pokud model nesplňuje standarty kvality, většinou máme dostatek času na opětovné vytištění modelu.
Ekonomický tarif
Garantovaná doba dokončení je 5 až 14 dnů plus doba tisku modelu. To nám zaručuje dostatek času, abychom mohli váš projekt spojit s jiným a tak ušetřit na době výroby. To samozřejmě nijak neovlivní výslednou kvalitu modelu. Expresní a Standardní tarify mají vždy přednost a tak v podstatě ekonomickým tarifem využíváme prodlevy v náplni práce strojů. Tento tarif je zhruba o třetinu levnější, než standardní.
Solidscape - Kvalita povrchu
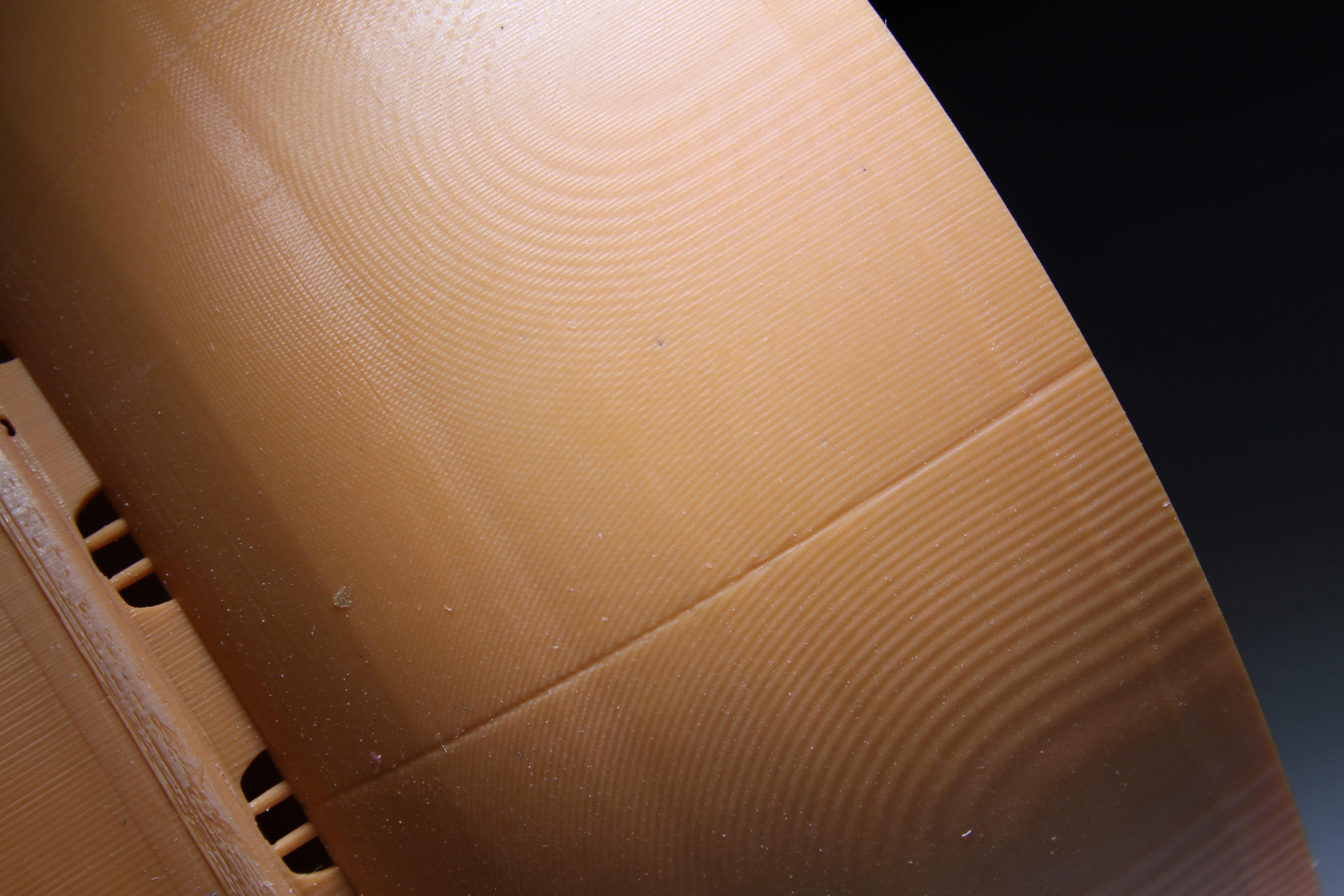
Výsledná kvalita povrchu modelu závisí na mechanické přesnosti pohybu do stran (X a Y), dále pak mechanickými vlastnostmi vosku (např. hrudkovitost vosku způsobuje, že čára, která by měla být rovná je v podstatě hrbolatá. Hrudkovitost je patrná až při zvětšení, pouhým okem téměř nezaznamatelná) a také počtem vrstev, kterými je model tvořen. Tyto vrstvy jsou patrné především na modelu, který má plochy s mírným stoupáním či klesáním (např. model křídla z letadla). Na takových místech jsou potom viditelné jemné hrbolky podobné drobným schůdkům nebo „letokruhům“.
Výběr kvality povrchu vám umožní měnit tloušťku vrstev, ve kterých se bude váš projekt tisknout. Čím tenčí vrstva tím se kvalita povrchu zvyšuje, aleje zapotřebí více vrstev k vyplnění celého modelu a tedy i čas potřebný k vytisknutí celého modelu. Při použití velmi tenkých vrstev jsou méně patrné jemné schůdky, které jsou viditelné zejména při pozvolném stoupání v modelu, ale bohužel roste i počet vrstev a tedy roste lineárně i čas potřebný k vytištění celého projektu. Dvojnásobek vrstev znamená dvojnásobek času.
Naše stroje umí tisknout vrstvy od tloušťky 12 mikronů (0.012 mm) což je tenčí než papír a lidský vlas. Při tomto nastavení je však často třeba několika tisíc vrstev pro vyplnění celého modelu a tak neúměrně roste i čas (není neobvyklé že při tomto nastavení doba tisku vzroste na několik dní či týden). Naše stroje umí tisknout také vrstvy desetkrát tlustší (120 mikronů), ale toto je vhodné pouze pro tvorbu koncepčních modelů, kterou se nezabýváme. Nastavení vhodné pro zlatnické, zdravotní, dentální, modelářské a jiné detailní modely je 12, 25 a 38 mikronů.
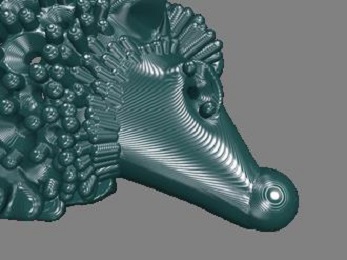
Je těžké si udělat představu o rozdílu mezi jednotlivým nastavením, pokud od nás nemáte vzorky na porovnání. Proto jsme pro vás vytvořili rendery a fotografie, které vám pomohou se mezi jednotlivým nastavením rozhodnout.
Zde jsou rendery a fotografie našeho firemního vzorku ježka. Pro představu – čumák ježka je menší než hlavička sirky a na délku má celý ježek 2cm.



Nejjemnější (12,7 µm)
Je vhodná na tenké a nízké modely (Např. již zmiňovaná křídla letadel v malém měřítku) a nebo modely, které mají tak drobné části, které by byly jinak vykresleny pouze v jedné či několika vrstvách. Také, pokud jsou vaše součástky velmi malé (pod 5mm) a přesto detailní, je vhodné použít tuto technologii. Toto nastavení není vhodné pro větší (především vyšší) modely. Taktéž ho nedoporučuji pro zlatnická díla (a jiná díla vyžadující přímé odlévání do kovu), jelikož sádra, do které se posléze model odlévá a taktéž zlato má většinou hrubší povrch než vytištěný model. Také rozdíl mezi technologií 12 a 25 mikronů je téměř neznatelný. Pokud ovšem je vaše součástka model auta v měřítku 1/72 nebo menším a jeho volant velký 2mm by byl v technologii 25 mikronů vytištěn pouze ve 4 vrstvách je potom samozřejmě rozdíl, když je volant vyjádřen 8 vrstvami v technologii 12 mikronů.
Jemné (25 µm)
Je nejpoužívanější a univerzální volba. Vhodný pro všechny zlatnické, dentální, zdravotnické, modelářské a jiné modely. Rozdíl mezi tloušťkou vrstvy 12 a 25 mikronů je patrný pouze na extrémně malých modelech a modelech s extrémně pomalým stoupáním. Čas potřebný k vytištění modelu je poloviční od technologie 12 mikronů.
Standartní (38 µm)
Je vhodná pro velmi velké modely (Větší než 10 cm) a jiné koncepční modely nebo modely u kterých nezáleží na viditelných drobných schodech na modelu. Ušetří se doba tisku o třetinu ale rozdíl mezi technologií 25 a 38 mikronů je dobře patrný. Nedoporučuji volit tuto technologii především pro modely s pozvolným stoupáním, výsledný model by měl poměrně výrazné letokruhy na místech, kde vrstvy navazují.
Solidscape - Cena projektu
Mechanizmus výpočtu ceny - Cena vychází především z odhadované doby tisku, množstevních či zákaznických slev a zvoleném časovém tarifu. Základem pro cenu je náš tarif za hodinu tisku rozdělený dle délky tisku do třech úrovní: 1 až 10 hodin => 300 Kč/h ; 11 až 20 hodin => 200 Kč/h; 20 a více hodin tisku => 150 Kč/h.
Množstevní slevu dostáváte automaticky, jestliže váš projekt obsahuje vice modelů a odvíjí se od jejich výšky (jelikož vice souborů jednoho projektu budeme pravděpodobně tisknout najednou, ušetříme čas na úkonech stroje, které se dělají pouze jednou za vrstvu, nezávisle na tom, jaké množství součástek tiskneme, tuto dobu tedy od časového odhadu odečítáme formou množstevní slevy).
Pro částku vypočtenou z časového odhadu, kde už je započítána vaše množstevní sleva, se použije vámi zvolený tarif, tedy se částka vynásobí jeho koeficientem (pro tarif espress premium je to 1,5x; pro tarif standart je to 1x; a pro Ekonomický tarif je to 0,66x).
Pokud u nás tisknete často, nebo plánujete tisknout častěji, je možné se s námi dohodnout na fixní slevě, která se poté odečte od vaší konečné částky bez nákladů na dopravu.
Sleva - Základní sleva je množstevní a tu dostává každý, kdo do projektu nahraje více než jeden STL soubor. Dále jsou slevy jednorázové (Slevový kupón) a fixní sleva pro zákazníka. Fixní slevy je možno dosáhnout po domluvě na základě množství vytisknutých projektů popřípadě na nasmlouvaných budoucích projektech.
Solidscape - Materiál
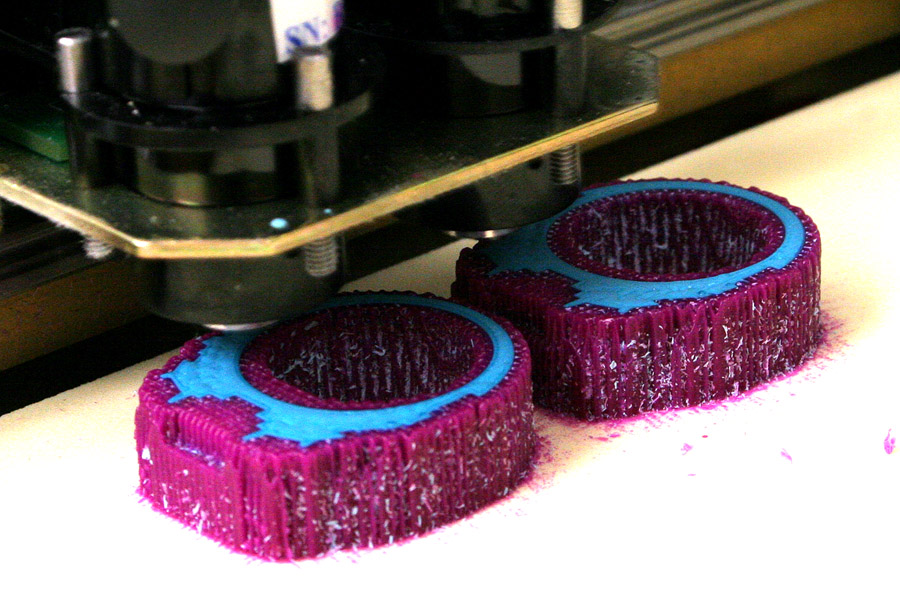
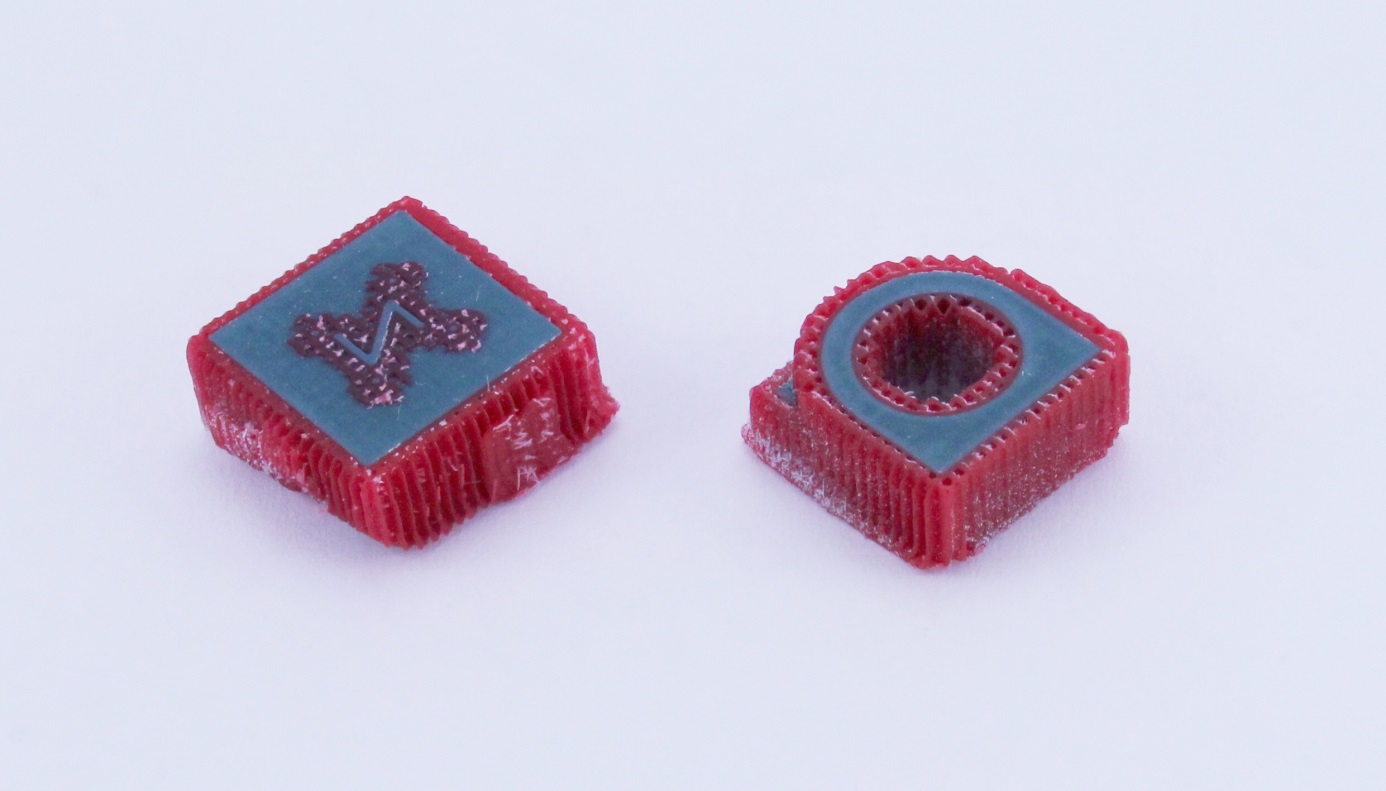
Technologie Solidscape tiskne voskovým materiálem. Tiskárna pro tisk využívá dva různé druhy voskového materiálu stavěcí a podpůrný materiál. Ze stavěcího materiálu se staví samotný model. Stavěcí materiál je dokonale vypalitelný, má tmavě zelenou barvu a je velmi křehký. Podpůrný materiál se využívá během tisku na podporu modelu. Po dokončení tisku se podpůrný materiál odstraňuje. Podpůrný materiál má červenou barvu a je velmi měkký. Technologií solidscape, není možné tisknout jiným něž voskovým materiálem.
Envisiontec - Tarif
Tarif je především časová volba projektu. Jednoduše řečeno, čím méně času máme na výrobu tím je projekt dražší. Je to nejenom z důvodu plánování naší výroby ale taktéž spolehlivosti a kvality. Pokud nebude vyrobený model odpovídat našim standardům kvality, musíme ho v garantované době být schopni vyrobit znovu. To často znamená, že v Tarifu premium express musíme model nechat tisknout na více strojích zároveň, abychom mohli zaručit vysokou úroveň kvality. Taktéž u tarifu premium express začínáme model vyrábět co nejdříve po přijetí do systému, to znamená i v noci nebo o víkendech. Garantovaná doba výroby je vždy váš zvolený tarif, plus doba tisku modelu. To ovšem neznamená, že model vždy dostanete až v předvečer vypršení garantované doby výroby! Pokud máme volné kapacity, může se vám stát, že model s Ekonomickým tarifem dostanete i za 3 dni od přijetí projektu do systému.
Tarif premium express
Garantovaná doba dokončení je 1 až 3 dny plus doba tisku modelu. Těmto objednávkám věnujeme extra péči. Tiskneme je samostatně a často dvakrát z důvodu zajištění vysoké kvality. Pokud je model malý (například jeden prsten), je možné, že jej dostanete již další den od jeho objednání. Tento tarif je zhruba o 50% dražší než standardní. Protože model tiskneme vícekrát (abychom zaručili kvalitu v tak krátké době) je téměř pravidlem že vám i dodáme více kusů a vy můžete vybrat lepší, či použít všechny.
Standardní Tarif
Garantovaná doba dokončení je 2 až 6 dnů plus doba tisku modelu. S tímto nastavením je uzavřena většina objednávek. Pokud model nesplňuje standarty kvality, většinou máme dostatek času na opětovné vytištění modelu.
Ekonomický tarif
Garantovaná doba dokončení je 5 až 14 dnů plus doba tisku modelu. To nám zaručuje dostatek času, abychom mohli váš projekt spojit s jiným a tak ušetřit na době výroby. To samozřejmě nijak neovlivní výslednou kvalitu modelu. Expresní a Standardní tarify mají vždy přednost a tak v podstatě ekonomickým tarifem využíváme prodlevy v náplni práce strojů. Tento tarif je zhruba o třetinu levnější, než standardní.
Envisiontec - Kvalita povrchu
Celková kvalita povrchu modelu závisí na rozlišení projektoru do stran (potažmo i velikosti tiskové plochy - viz kapitola Rozlišení), na tloušťce vrstvy a vlastnostech materiálu, ze kterého se model tiskne. Tloušťka vrstvy je velmi důležitá a určuje kvalitu povrchu v Z-ové ose modelu. Tyto vrstvy jsou patrné především na modelu, který má plochy s mírným stoupáním či klesáním (např. model křídla z letadla). Na takových místech jsou potom viditelné jemné hrbolky podobné „letokruhům“.
Výběr kvality povrchu vám umožní měnit tloušťku vrstev, ve kterých se bude váš projekt tisknout. Čím tenčí vrstva tím se kvalita povrchu zvyšuje, ale je zapotřebí více vrstev k vyplnění celého modelu a tedy i čas potřebný k vytisknutí celého modelu. Dvojnásobek vrstev znamená dvojnásobek času.
Naše stroje umí tisknout vrstvy od tloušťky 25 mikronů (0.025 mm) což je podstatně tenčí než papír či lidský vlas. Toto nastavení je univerzální volbou pro malé detailní modely, ovšem není vhodné pro vysoké, tvarově jednoduché modely, protože by neúměrně rostl čas tisku. Naše stroje umí tisknout také vrstvy čtyřikrát tlustší (100 mikronů), ale toto je vhodné pouze pro tvorbu koncepčních modelů. Nastavení vhodné pro zlatnické, zdravotní, dentální, modelářské a jiné detailní modely je 25 a 50 mikronů.
Nejjemnější (25 µm)
Nejtenčí vrstva, kterou tiskneme technologií Envisiontec. Vzhledem k tomu, že jednotlivé vrstvy jsou velmi tenké, tak výsledný model má velmi hladký povrch a skvělou kvalitu povrchu. Univerzální volba pro díla detailní zlatnická, zdravotní, dentální, modelářská. Čas tisku je relativně delší kvůli velmi malé tloušťce jednotlivých vrstev.
Jemný (50 µm)
Tlustší vrstvy s dobrou kvalitou povrchu. Při použití tohoto nastavení, tak povrch modelu je stále velmi hladký, ale již jsou na plochách s mírným stoupáním či klesáním viditelné jemné hrbolky podobné drobným schůdkům nebo „letokruhům“. Toto nastavení je vhodné pro menší a středně velké zlatnické nebo modelářské modely. Čas tisku je téměř dvakrát kratší než u Nejjemnější tloušťky vrstev.
Standartní (100 µm)
Nejtlustší vrstva, kterou tiskneme technologií Envisiontec. Jednotlivé vrstvy jsou již relativně tlusté, a proto není kvalita povrchu špičková a povrch není perfektně hladký. Při tomto nastavení jsou již na povrchu s mírným stoupáním či klesáním dobře viditelné jemné hrbolky. Toto nastavení se hodí pro středně velké a velké tvarově jednoduché produkční modely. Doba tisku při této tloušťce vrstvy je velmi krátká.
Envisiontec - Rozlišení a velikost platformy
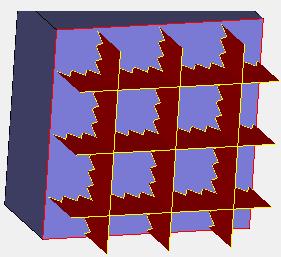
Při výrobě pomocí strojů Envisiontec je velmi důležitým nastavavením na kterém závisí výsledná kvalita povrchu i ostrost detailů. Naše stroje mají neměnitelné rozlišení povrchu 2800x2100 bodů na kvalitu má ale vliv jak tento bod bude veliký respektive na jak velkou plochu se toto rozlišení bude promítat.
Velikost této tiskové plochy není možné jednodušše měnit, proto máme stroje nastavené na dvě velikosti (každý na jinou). A tedy jeden stroj vyrábí na velmi malé platformě cca. 6,5cm x 5cm a jiný na střední platformě o velikosti 10 x 7,5cm. Stroj s velmi malou platformou proto vyrábí s větším povrchovým rozlišením a jemnějším bodem – Jednoduchým počtem lze odvodit, že když je 2800 bodů projektováno do délky 6,5cm tak jeden bod má velikost pouhých 0,023mm. Druhý stroj ze střední platformou má velikost povrchového bodu 0,036mm (to se může zdát jako malý rozdíl ale v praxi je je jemnost a detaily lepšího nastavení dvojnásobná). Toto nastavení se nejvíce projeví u modelů které mají pomalé stoupání v osách X a Y (Například křídlo letadla postavené na výšku). V případě rovných stěn kolmých k osám (Například tvar kostky) je ale toto nastavení nerozlišitelné.
Jelikož na malou platformu (s lepším rozlišením) se nám vejde méně modelů, je teké její plocha dražší a to zhruba o polovinu.
Nevylučujeme že v dohledné době přibude více možností tohoto nastavení nebo že se stávající hodnoty budou měnit. Náhledy/Fotky jak rozdíl v rozlišení vypadá na výsledném modelu sem také nahrajeme v dohledné době, pro představu je ale rozdíl velmi podobný nastavení tloušťky vrstvy u technologie Solidscape (sice v jiných osách) a fotky tohoto rozdílu jsou dostupné v této nápovědě kapitola 15.
Envisiontec - Materiály
Technologií Envisiontech se celý model i podpory tisknou pouze z jednoho materiálu. Všechny materiály určené pro tisk jsou UV vytvrditelné tekuté resiny. Tiskneme z různých druhů plastových, keramických a voskových materiálů. Každý z materiálů má unikátní mechanické a fyzikální vlastnosti a proto není problém si vybrat materiál ideální pro většinu aplikací.
Plastové materiály
Univerzální plast
Červený, na povrchu měkký plastový materiál s dobrou rozměrovou stabilitu, ale se střední povrchovou kvalitou a přesností malých detailů. Velmi dobrý kompromis mezi cenou a kvalitou tisku. Levný s normálním časem tisku. Ideální pro modeláře a i pro větší méně detailní modely. Není vhodný pro velmi tenké stěny (nejtenčí stabilní stěna musí mít tloušťku 0,3mm). Středně lámavý.
- Dobrá rozměrovoá stabilita
- Střední povrchovou kvalita a přesnost malých detailů
- Dobře brousitelný a jinak ručně opracovatelný
- Materiál má červenou barvu, ale je dobře barvitelný
- Výborný kompromis mezi cenou a kvalitou tisku
- Levnější se střední rychlostí tisku


Pevný plast (R05)
R05 je tmavě oranžový nebo řerný s lesklým povrchem , tvrdý, pevný, ale relativně křehký plast. R05 má vysokou kvalitu malých detailů, ale nižší kvalitu povrchu (Detaily jsou extrémně ostré ale stejně tak schůdky způsobené rozlišením a vrstvami). Hodí se na tenké a detailní modely ale je velmi křehký pro pozdější opracování. Nejtenčí sťena kterou je možné materiálem R05 postavit má tloušťku 0,25mm.
- Tvrdý, pevný, ale relativně křehký plastový materiál
- Dobrá chemická odolnost
- Dobrá rozměrová stabilita
- Střední povrchová kvalita ale dobrá přesnost malých detailů
- Středně brousitelný a jinak ručně opracovatelný


Vysokoteplotní tvrdý plast (HTM140)
HTM140 je zelený velmi tvrdý a odolný plast, ale je velmi křehký. Velmi dobře odolává vysokým teplotám a tlakům během vulkanizace. Dobrá rozměrová stabilita a kvalita povrchu a kvalita velmi malých detailů. Velmi drahý se střední rychlostí tisku. Ideální pro velmi malé a detailní díly hlavně pro modeláře. Má neblahou vlastnost v sobě uzavírat mikroskopické bublinky, takže někdy je hladkost povrchu narušena těmito mikrobublinkami. Dokáže ale nejlépe vystihnout mikroskopické detaily a postaví i ty nejtenčí stěny (o tloušťce 0,15mm). Doporučujeme jej na vysoké ale tenké modely.
- Velmi tvrdý a odolný plastový materiál
- Velmi křehký
- Velmi dobře snáší vysoké teploty a tlaky během vulkanizace
- Výborná přesnost a roylišené velmi malých detailů
- Materiál lze dobře barvit
- Materiál má tmavě zelenou barvu a je lehce transparentní
- Ideální pro velmi mále detailní a tenké modely pro modeláře
- Velmi drahý se střední rychlostí tisku


Keramické materiály
Měkká keramika (RCP30)
Oranžový keramický materiál s dobrou chemickou odolností, výbornou kvalitou povrchu a dobrou přesností detailů. Snáší vysoké teploty a je zdravotně nezávadný. Velmi drahý s dlouhou dobu tisku. Ideální pro modeláře jelikož u většiny modelů poskytuje tu nejlepší kvalitu povrchu. Výjimkou je použití pro tenké modely – pro ty není příliš vhodný. Je velmi dobře opracovatelný.
- Oranžový keramický materiál
- Velmi dobře snáší vysoké teploty a tlaky během vulkanizace
- Zdravotně nezávadný
- Výborná kvalita povrchu (hladký povrch bez viditelných hrbolků)
- Střední přesnost malých detailů a rozměrů
- Nevhodný pro velmi tenké součástky
- Ideální pro modeláře jako master pro HTV molding
- Velmi drahý s dlouhou dobou tisku

Tvrdá keramika (RCP130)
Tvrdší šedý keramický materiál s dobrou chemickou odolností, výbornou povrchovou kvalitou a dobrou přesnosti povrchu. Dobře snáší vysoké teploty a je zdravotně nezávadný. Velmi drahý se střední rychlostí tisku. Ideální pro malé detailní modely a HTV molding.
- Tvrdší šedý keramický materiál
- Velmi dobře snáší vysoké teploty a tlaky během vulkanizace
- Výborná kvalita povrchu (hladký povrch bez viditelných hrbolků)
- Střední přesnost povrchu a malých detailů
- Střední rozměrová přesnost
- Zdravotně nezávadný
- Nevhodný pro vyšší velmi tenké díly
- Ideální pro modeláře jako master pro HTV molding
- Velmi drahý se střední rychlostí tisku
Voskové materiály
Měkký voskový materiál (PEC5050)
Žlutý velmi měkký materiál na bázi vosku s velmi hladkým povrchem, dobrou rozměrovou stabilitou a dobrou povrchovou přesností. Citlivý na vysoké teploty, ale snadno vypalitelný při zaformování. Velmi drahý se střední rychlostí tisku. Ideální pro přímé lití s vypalitelným modelem, např. pro šperky.
- Velmi měkký voskový materiál
- Velmi hladký povrch bez viditelných nepřesností
- Dobrá přesnost velmi malých detailů
- Dobrá rozměrová přesnost
- Citlivý na vysoké teploty
- Plně vypalitelný při dodržení určitých podmínek
- Velmi nízká roztažnost během vypalování
- Ideální pro zlatnická dílka jako model pro přímé lití
- Velmi drahý se střední rychlostí tisku


Tvrdý voskový materiál (WIC100G)
Tvrdší zelený voskový materiál s dobrou pevností, velmi hladkým povrchem, dobrou rozměrovou stálostí a vysokou přesností v malých detailech. Citlivý na vysoké teploty, ale snadno vypalitelný. Velmi drahý se střední rychlostí tisku. Ideální pro přímé lití s vypalitelným modelem, např pro výrobu šperků.
- Tvrdší zelený voskový materiál
- Dobrá pevnost
- Velmi hladký povrch bez viditelných nepřesností
- Dobrá přesnost velmi malých detailů
- Dobrá rozměrová přesnost
- Citlivý na vysoké teploty
- Plně vypalitelný při dodržení určitých podmínek
- Velmi nízká roztažnost během vypalování
- Ideální pro zlatnická dílka jako model pro přímé lití
- Velmi drahý se střední rychlostí tisku

Envisiontec - Natočení modelu
Během přípravy tisku a výpočtu ceny se všechny modely otáčejí tak, aby je bylo možné co nejjednodušeji a nejrychleji tisknout bez zbytečných podpor, abychom zachovali co možná nejlepší kvalitu povrchu.
Standardně se každý model staví na výšku z důvodu menšího poškození povrchu modelu podporami a lepší kvalitou tisku. Pokud je důležité zachovat natočení modelu dle vašich CAD dat nebo optimalizovat cenu a dobu tisku snížením výšky, tak zvolte zachovat natočení CAD modelu. Pokud vám nezáleží na natočení modelu během tisku, zvolte možnost druhou.
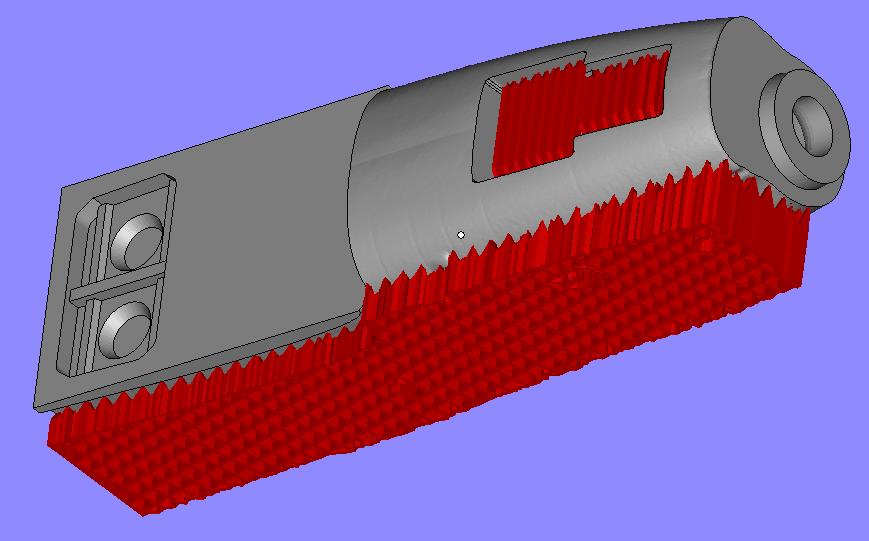
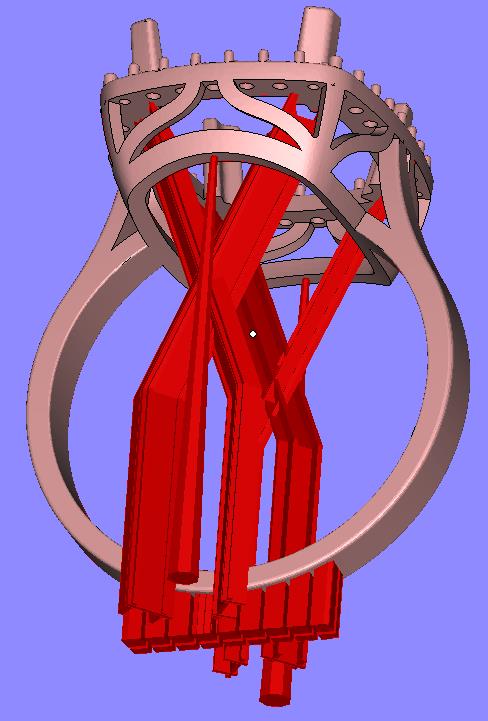
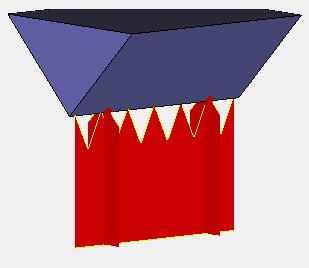
Model v kterém je zachováno natočení modelu dle CAD dat. Jak je patrné, je nutné velké množství podpor, které povede k velmi špatné kvalitě povrchu.
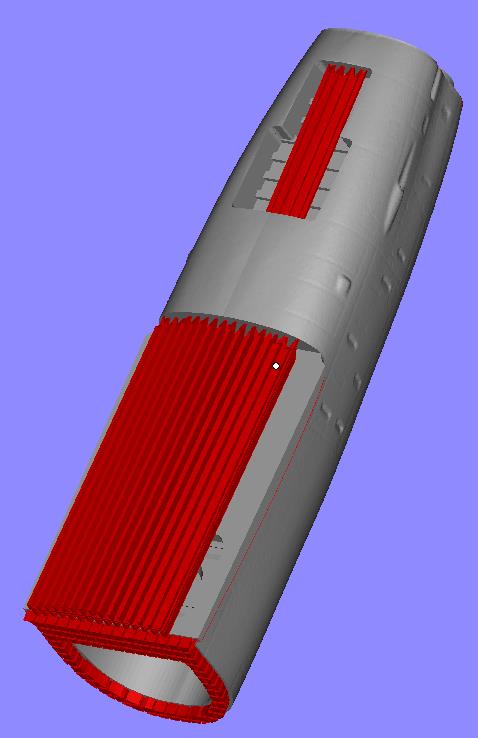
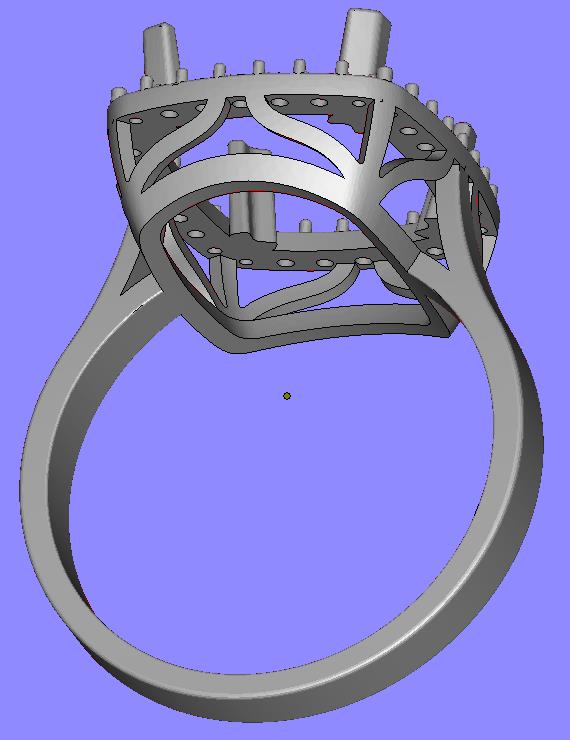
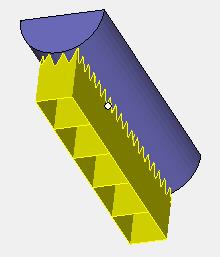
Model, u kterého bylo změněno natočení modelu (otočen na výšku oproti originálu). Jak je patrné tato pozice je mnohem výhodnější pro vytvoření podpor, které tak mnohem méně poškodí povrch modelu.
Envisiontec - Podpory
Podpory jsou nedílnou součástí většiny modelů při tisku technologií Envisiontec. Jejich tvorba je ovšem velmi složitá a komplexní, protože na správném podpoření velmi závisí kvalita výsledného modelu. Pří jejich tvorbě se musí správně zanalyzovat geometrie modelu a jeho natočení, aby umístění podpor zajistilo správné vytištění modelu a co nejméně poškodilo povrch modelu.
Technologií Envisiontech se modely tisknou pouze z jednoho materiálu. Oproti technologii Solidscape chybí druhý podpůrný materiál. Je tedy nutné zvlášť přidat k modelu pomocné podpůrné struktury nebo model vytvořit tak, aby šel tisknout bez podpor.
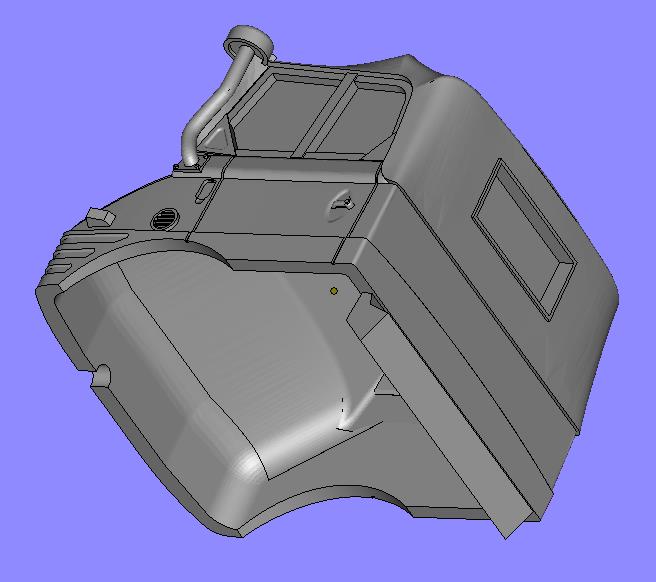
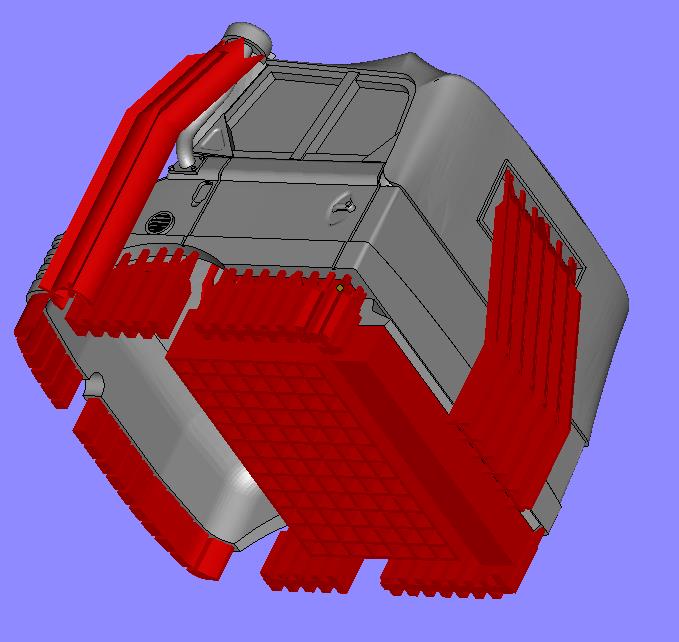
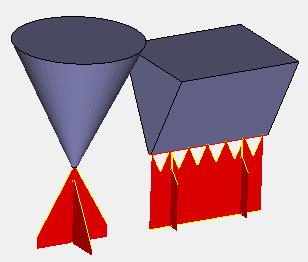
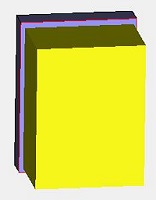
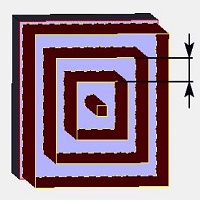
Ukázky modelů bez podpor a po přidání podpor. Podpory jsou na obrázcích zvýrazněny červenou barvou.
Zásady jak vytvořit model, tak aby šlo podpory jednoduše doplnit nebo šlo tisknout model bez podpor:
Pokud si nejste jistí, jak podpory vypadají nebo jak je vytvořit, můžeme je vytvořit za vás. V možnostech objednávky stačí, když zvolíte možnost, že model/y je/jsou bez podpor. V takovém případě manuálně v CAD podpory k modelu přidáme, dle našich nejlepších znalostí a zkušeností.

Envisiontec - Cena projektu
Mechanizmus výpočtu ceny
Cena vychází především z odhadované doby tisku, množstevních či zákaznických slev a zvoleném časovém tarifu, zvoleném materiálu nutností podpor. Základem pro cenu je náš tarif za hodinu tisku rozdělený dle délky tisku do třech úrovní: 1 až 10 hodin => 600 Kč/h ; 11 až 20 hodin => 500 Kč/h; 20 a více hodin tisku => 400 Kč/h.
Ceny však zahrnují tisk celé platformy! Je tedy pro vás nejvýhodnější naplnit platformu co nejlépe, protože veškeré dlší součástky vás stojí pouze dodatečný materiál a nikoliv dobu tisku.
I proto je tato technologie lepší i vhodnější pro velké projekty či mnoho malých součástek najednou.
Cena materiálu
Nákupní ceny našich materiálů se drasticky liší to se tedy i projevuje na výsledné ceně. Samozřejmě, čím objemnější součástka tím více materálu. Krom toho ale materiál významě ovlivňuje i dobu tisku a tedy i cenu ya dobu tisku.
Cena podpor
Tisk touto technologií musí obsahovat podpůrné struktury již v CAD datech (Více v sekci nápovědy podpory). Pokud neyvolíte že model již podpůrné struktury obsahuje (Tlačítko Má podpory) tak je vyrobíme za vás. Vytváření takovýchto podpor je však časově velmi náročné a u složitých součástek na něm můžeme strávit i 3 nebo více hodin. V zásadě, čím větší součástka, tím složitější je vyrobit podpory. Cena podpor je tedy závislá na velikosti součástky ve skocích po 100Kč. Podpořit součástku však stojí minimálně 100Kč ale maximálně 500Kč.
Způsob platby
Možnosti platby už částečně omezuje předem vybraný způsob přepravy – např. po označení osobního odběru nelze platit dobírkou nebo kartou v naší provozovně.
Platba je možná hotově, bankovním převodem, dobírkou, Paypalem a nebo kartou přes bránu Paypalu.
Předem se omlouváme ale platba Paypalem či Kartou nemůže být zatím přeložena do českého jazyka.
Paypal i platební brána Paypalu pro karty je velice bezpečné a okamžité řešení platby. Systém Part2Print nezpracovává žádné platební údaje vaší platební karty ani přihlašovací údaje Paypalu.
Povolení platby v hotovosti a na dobírku. Abychom vám umožnili objednat projekt a až později při převzetí zaplatit, musíme vás nějakým způsobem poznat. Důvěra v anonymního zákazníka z internetu se nám v minulosti bohužel nevyplatila. Platbu v hotovosti až při převzetí a na dobírku vám tedy povolíme až po telefonické domluvě nebo po předchozím předem zaplaceném projektu.
- Platba v hotovosti
- Dobírka
- Bankovní převod
- Platební karta
- PayPal
Způsob přepravy
Před přepravou vám projekt kvalitně zabalíme. Balné je v ceně projektu. Modely jsou velmi křehké a proto používáme velké množství pěnových a vatových vystýlek a jako vnější obal tvrdou plastikovou krabičku až poté karton či obálku.
K přepravě nikdy nepoužíváme normální poštovní služby kvůli špatným zkušenostem a křehkosti zásilek. Proto je možné vybrat mezi přepravou pomocí PPL a Kurýrní službou popřípadě přepravou pomocí PPL do zahraničí. Osobní odběr je také vítaný a kromě ceny má výhody i v okamžité kontrole vytisknutého modelu.
- Standartní
- Dobírka
- Expresní
- Kurýrní služba (pouze po Praze)
- Osobní odběr
Fakturační adresa
Adresa, která bude uvedena na faktuře. Fakturační adresou může být sídlo vaší firmy, provozovny atp. Může být jiná než dodací adresa. Náš systém umožňuje, aby jeden uživatel měl pouze jednu fakturační adresu. Změnu fakturační adresy můžete provést v administraci vašeho profilu nebo během objednávky při výběru možností platby.
Dodací adresa
Adresa, na kterou vám bude hotová objednávka zaslána. Dodací adresa může být jiná nebo stejná jako fakturační adresa. Náš systém umožňuje, aby jeden uživatel měl více dodacích adres a měnil je dle potřeby. Změnu nebo přidání dodací adresy můžete provést v administraci vašeho profilu nebo během objednávky při výběru možností přepravy.